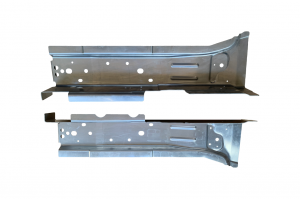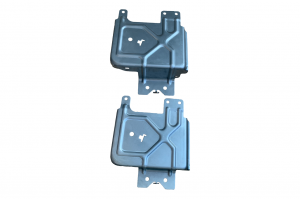


Support, Seat Crossmember, Sill Part
Part Name:
Support, Seat Crossmember, Sill
Material Grade: DX5+Z100-M-B
Material Size: 0.70mm x 462mm x 137mm
Stage Process: 630T Progression Tool
Cavity: R and L parts out
Complexity: Middle
Application: The part applicated to automotive sill part
Press Machine: 630T Mechanical, 1200T Mechanical,
Inspection Tool: Checking fixture, Laser scan, CMM
Lead Time: 3 months
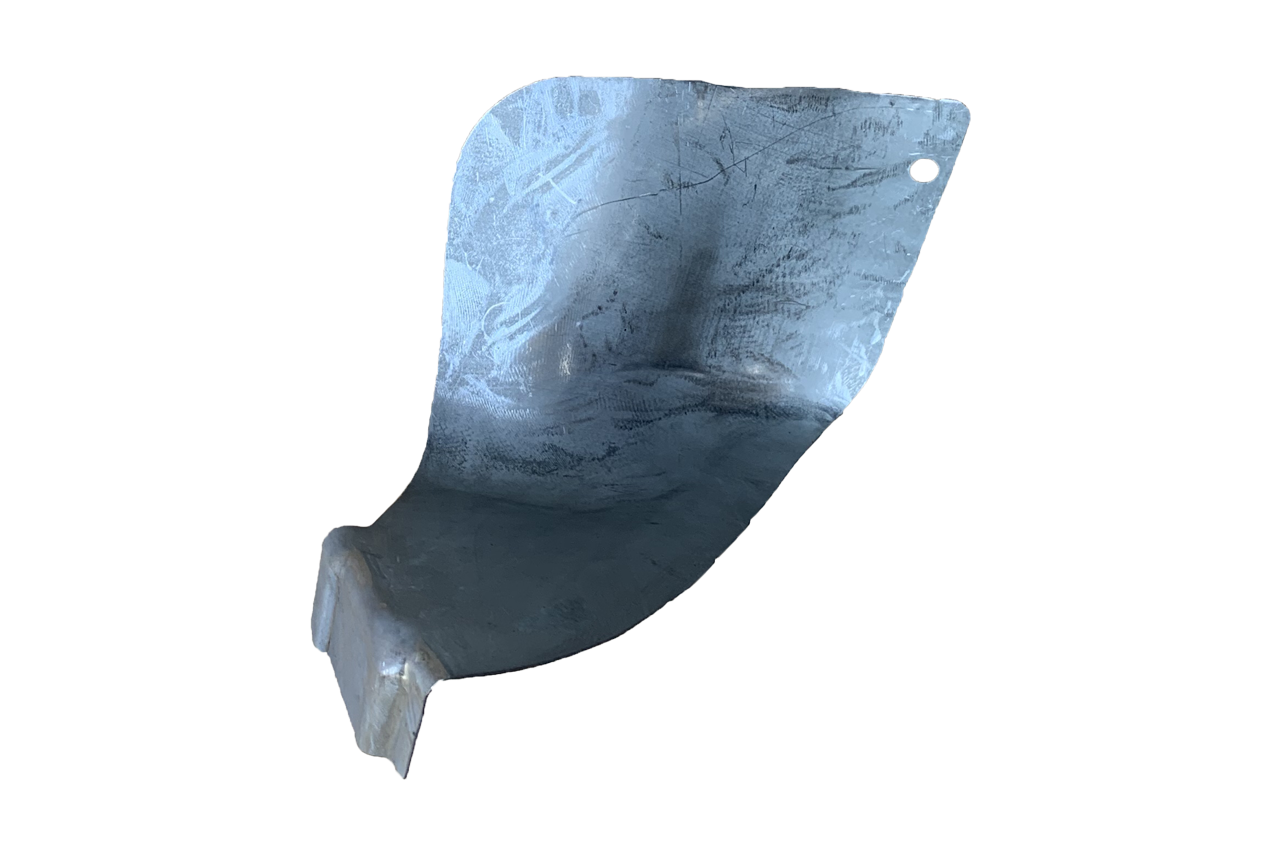
Technical Key Point: quality with deformation and wrinkle issue, forming unstable
Background:
Part potential issues with distortion, wrinkle and forming unstable when part production due to thickness 0.70mm only, so it is very important to pay high attention to die adjust and try out. Because material thickness of this part is very thin, which will easily cause part quality with distortion and wrinkle. Besides, it is not easy to adjust the die cut clearance that caused in burr, also high requirement for die spotting, otherwise will not form in place, as well as part is unstable and will affect the flatness during stamping.
Concern over part distortion and burr, as we know, slight distortion will affect part appearance, and serious distortion will directly affect part assembly and fitment. Due to this, we adjust die cut clearance, die surface flatness, increase the size of lower lifter and the die spotting to improve distortion. The countermeasure to solve the burr is that first must ensure the processing accuracy and assembly quality of punch and die button, as well as die strength, second ensure the correct clearance of punch and die button. By these way, final part quality is better than the first try out part which shown no burr, distortion and wrinkle.
Conclusion:
As we known that distortion, wrinkle and burr, ect. are common issues for stamping part, in order to ensure the part quality, our engineers and technicist will make a case-by-case analysis and make a correct countermeasure to solve such common problem.